Chemoil India
Chemoil India
Ball Valve
🎯 PRECISION. RELIABILITY. PERFORMANCE.
Ball Valve
Reliable valve automation solutions engineered for accuracy, safety and long-term performance across critical industries.

Ball Valve Range

Ball Valve
High Performance Ball Valve
View Details →
Ball Valve
Forged Steel Ball Valve
View Details →
Ball Valve
Flush Bottom Ball Valve
View Details →
Ball Valve
4 Way-Ball-Valve
View Details →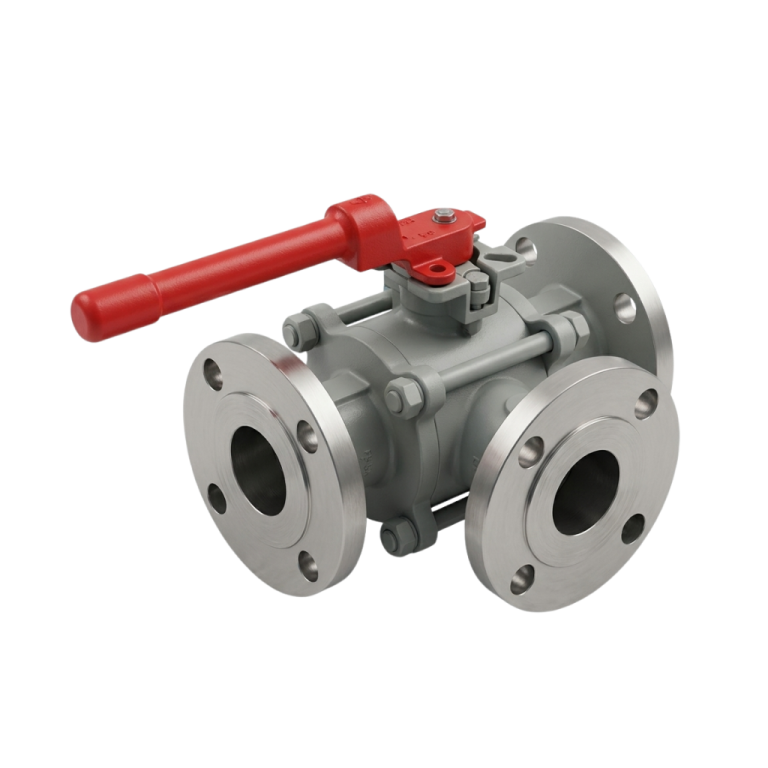
Ball Valve
3 Way Ball Valve
View Details →
Ball Valve
Trunnion Mounted Two-Three Piece Ball Valve
View Details →
Ball Valve
Floating PFA Lined Two-Three Piece Ball Valve
View Details →
Ball Valve
Floating Two Piece Ball Valve
View Details →
Ball Valve
Floating High Pressure Three Piece Ball Valve
View Details →
Ball Valve
Floating One-Piece Ball Valve
View Details →
OVERVIEW
Advanced Ball Valve Solutions
Chemoil offers Advanced Ball Valve Solutions engineered to deliver reliable flow control, superior sealing, and exceptional durability across a wide range of industrial applications. Our comprehensive portfolio includes floating, trunnion mounted, forged steel, high-performance, multi-port, lined, and customized ball valves designed to meet international quality standards.</p>
<p>Built with precision engineering and premium materials, Chemoil ball valves provide bubble-tight shut-off, low operating torque, and long service life under demanding operating conditions. Our solutions are trusted by industries such as oil & gas, petrochemical, chemical processing, power generation, water treatment, pharmaceutical, food processing, and other critical process applications worldwide.







WHY CHOOSE CHEMOIL
We are committed to delivering premium quality products, absolute safety compliance, and robust engineering support globally.
Premium Quality Products
Manufactured using high-grade raw materials for maximum durability and long service life.
Precision Engineering
Advanced manufacturing processes ensure reliable, leak-proof, and high-performance valves.
International Standards
Products designed and tested in compliance with API, ASME, ISO, EN, DIN, BS & MSS standards.
Customized Valve Solutions
Engineered products tailored to meet specific industrial applications and customer requirements.
Need Help Selecting the Right Ball Valve?
Our experts are ready to help you find the best solution for your Ball Valve application.